Food Industry
Food Industry Machines
At SINEX, we offer customized technical solutions to meet the specific demands of the food industry.
With our expertise in vibratory technologies, we ensure the optimal transport, dosing, screening, elevating, compacting, sprinkling, transferring, cooling, and heating of products.
Our know-how guarantees high-performance industrial solutions tailored to the specific characteristics of your products (temperature, humidity, etc.) and the needs of your process (ergonomics, easy inspection and cleaning, CIP, surface finishes, High Hygiene design, ATEX compliance, etc.).
Our solutions are suitable for a wide range of products, such as powdered milk, cocoa, coffee, sugar, cereals, frozen and fresh products, as well as larvae and insects, among others.
Search by Functions
You can refine your product search by selecting multiple functions to find the machine that best suits your needs.
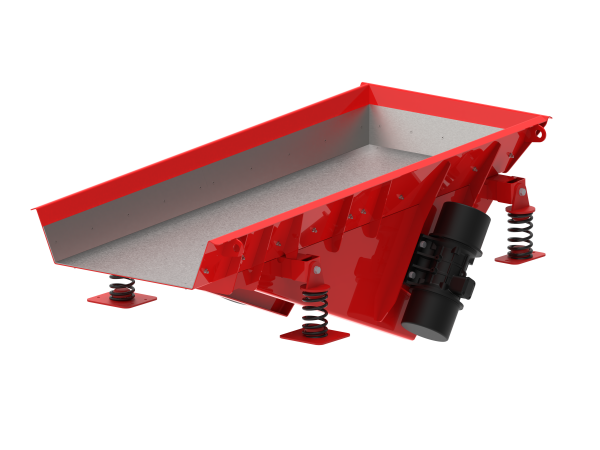
Electromechanical Rectangular Vibrating Conveyor
Vibration transport limits abrasion, prevents the creation of fines (no mechanical constraints on the product), and ensures a constant and controlled volumetric flow.
Suitable for extraction under silos, dosing, or transfer up to 10 meters, the electromechanical vibrating conveyor is the most versatile solution for all bulk industries.
Maintenance is facilitated by the absence of moving parts in contact with the product and the use of reliable vibrating motors, ensuring maximum availability.

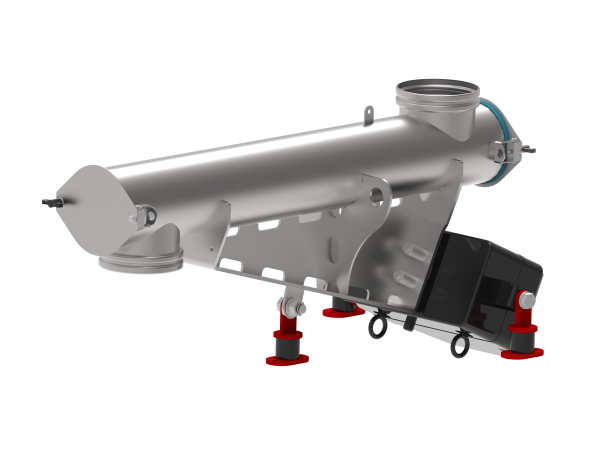
Vibrating High Hygiene Tubular Conveyor
Specifically designed for food applications, the High Hygiene Tubular Conveyor combines the benefits of vibration (no creation of fines, no pressure on the product, no mechanical parts in contact with the product) with transport in a confined atmosphere, within a tube with no retention zones and a surface finish that meets food industry standards.

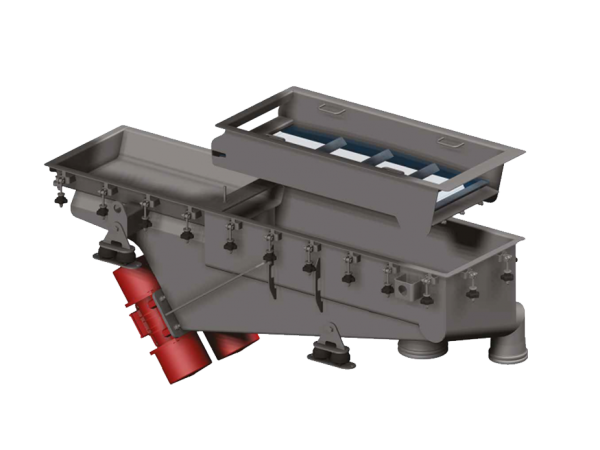
Electromechanical Vibrating Sieve
The electromechanical vibrating sieve is ideal for classification, safety screening, and dust removal of your bulk and powdery products. Available in open or sealed designs and in six sizes (from 0.65 to 6.9 m²), this range of inclined sieves offers an elliptical vibratory motion, ensuring high screening efficiency at an optimized cost due to its compact design. The quick change of screens (1 to 3 decks possible) and easy motor maintenance make it a reliable and ergonomic solution for your screening and sieving needs.
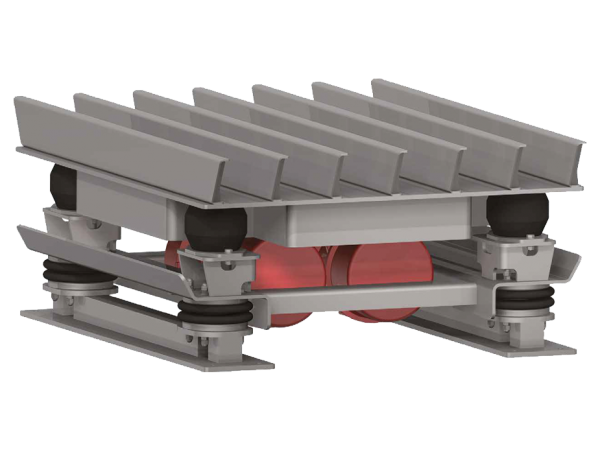
Vibrating Compaction Table
Installed at the packaging station or integrated into conveyor lines, the SINEX vibrating table is an effective and economical solution to optimize container filling by up to 30%.
This equipment can be custom-made, up to 4 meters in diameter and 20 tons of product, to adapt to all process configurations: compacting big bags or drums, improving carton filling, etc.

Separator
The SINEX Separator cleans products by flotation, removing low-density foreign bodies such as wood, aggregates, waste, and shredded materials.
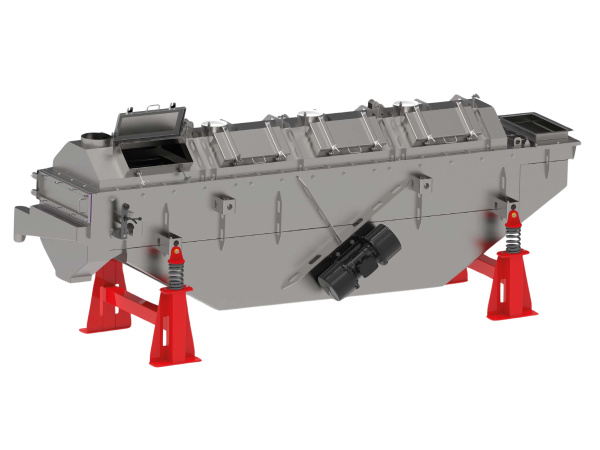
Fluidized Bed Dryer
The SINEX Fluidized Bed Dryer combines vibration transport and pulsed air drying.
Our teams rely on your specifications for surface area and air flow rate in the product bed to design a device tailored to your needs, while integrating your installation and connection constraints to related equipment. Our clients specializing in extrusion turn to our expertise for effective solutions in:
• Low or high-temperature drying
• Thermal treatments for sensitive products
• Cooling at the end of the process
Extractor / Conveyor EME
Vibration transport limits abrasion, prevents the creation of fines (no mechanical constraints on the product), and ensures a constant and controlled volumetric flow. Suitable for extraction under silos, dosing, or transfer up to 10 meters, the electromechanical vibrating conveyor is the most versatile solution for all bulk industries. Maintenance is facilitated by the absence of moving parts in contact with the product and the use of vibrating motors, ensuring maximum availability.

Vibrating Electromechanical Elevator
The vibrating electromechanical elevator by Sinex Industrie allows you to elevate your products up to 8 meters with minimal floor space (less than 1 m²). By combining micro-projections and adapted angles, products move up the helical trough without pressure or mechanical parts.
Electromagnetic Tubular Feeder
A sealed transfer solution, the tubular vibrating feeder is suitable for the extraction, dosing, and transport of your bulk and powdery products. The use of electromagnetic motors allows for a continuous and instantaneous flow variation from 0 to 100%, ensuring precise dosing for a controlled and repeatable recipe.

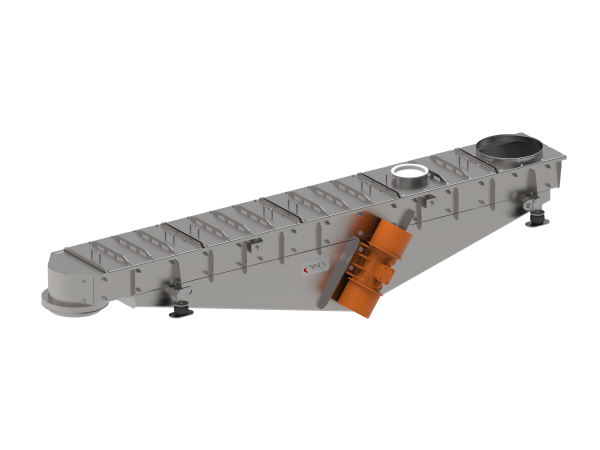
Electromechanical Vibrating Tubular Conveyor
Vibration transport limits abrasion, prevents the creation of fines (no mechanical constraints on the product), and ensures a constant and controlled volumetric flow. Suitable for extraction under silos, dosing, or transfer up to 8 meters, the vibrating tubular conveyor is the sealed solution ideal for all bulk industries.
Maintenance is facilitated by the absence of moving parts in contact with the product, as well as the use of reliable motorization (vibrating motors or magnetic bases) ensuring maximum availability.

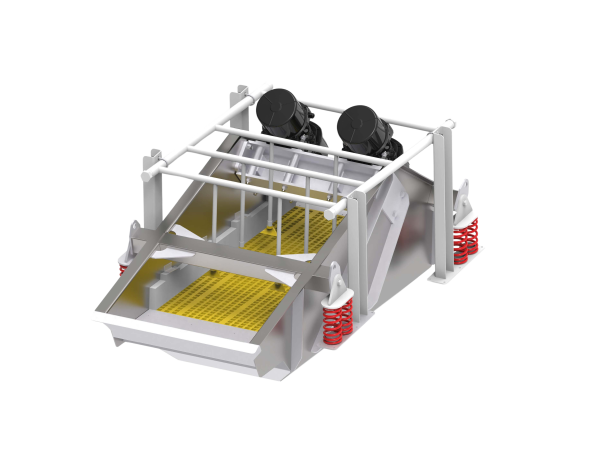
Electromechanical Vibrating Screen
The electromechanical vibrating screen is ideal for the classification, safety screening, and dedusting of your bulk and powdery products.
Since screening is a crucial step in your process, our devices are custom-designed to perfectly meet your needs.
High Hygiene Vibrating Screen
The design and manufacture of the High Hygiene Electromechanical Vibrating Screen incorporate all the constraints related to screening sensitive food products. Suitable for classification, safety screening, and dedusting of your products, our equipment takes into account all the characteristics of your process (layout, cleaning, environment) and your products (particle size, food safety, etc.).
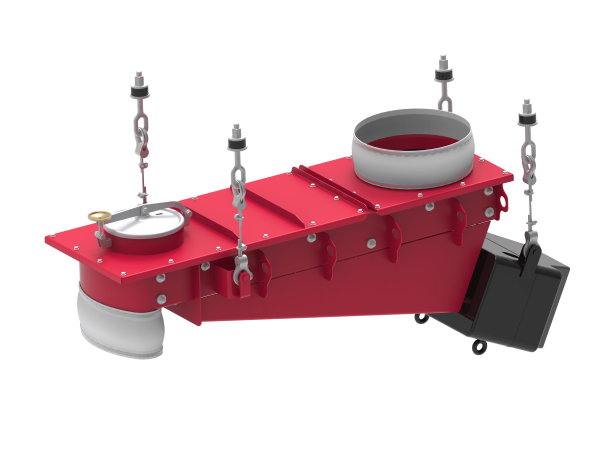
Electromagnetic Rectangular Feeder
An open or sealed transfer solution, the vibrating electromagnetic feeder is ideal for the extraction, dosing, and transport of your bulk and powdery products up to 4.5 meters. Thanks to the use of electromagnetic motors, the flow rate can vary from 0 to 100% continuously and instantly, allowing precise dosing to ensure a controlled and repeatable recipe. Moreover, vibration transport limits abrasion and prevents the creation of fines, as there is no mechanical constraint on the product.
Electromagnetic Vibrating Powdering Unit
The SINEX vibrating sprinkler is positioned above a conveyor line and allows a layer of material to be deposited on the conveyed products. Whether you need to deposit a bed of product in a container, sprinkle a topping or aroma on food, or deposit pigments on products, the vibrating sprinkler is the effective solution for ensuring a continuous and controlled deposition.
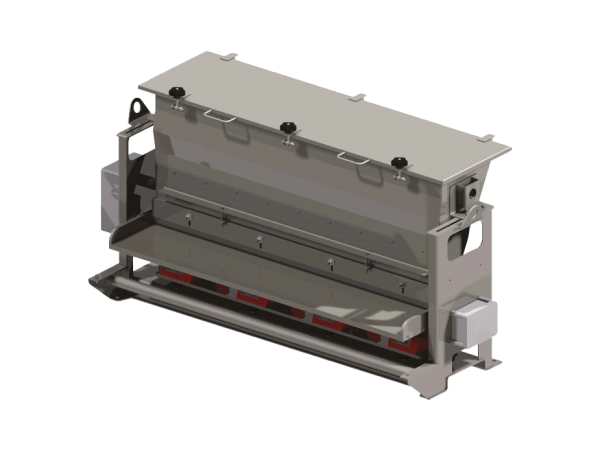
Drainer
The drainer allows for liquid/solid separation of sludge or a product stream following a washing phase (water, acids, etc.). Installed on an upward slope and equipped with polyurethane or metal screens (up to 400 microns), this equipment reduces the liquid content in the outgoing solid phase to just a few percent. Equipped with spray bars, it combines the washing and draining phases by collecting the loaded water through overflow into a static tank.

Vibrating Bin activator
Installed under a silo, the SINEX bin activator is a simple and reliable solution to facilitate the flow and extraction of products prone to arching. The anti-load cone transmits vibration to the product in contact, breaking the arching effect.
The product flow, passing through an annular section, is freed from static load, thus preventing clogging in the product outlet cone.

Electromagnetic Vibrating Feeder
The electromagnetic vibrating feeder combines a storage hopper tailored to your needs with a magnetic feeder that allows for the dosing or transport of your bulk and powdery products up to 4.5 meters.
The use of electromagnetic motors enables a continuous and instantaneous flow rate variation from 0 to 100%, ensuring precise dosing for controlled and repeatable recipes.