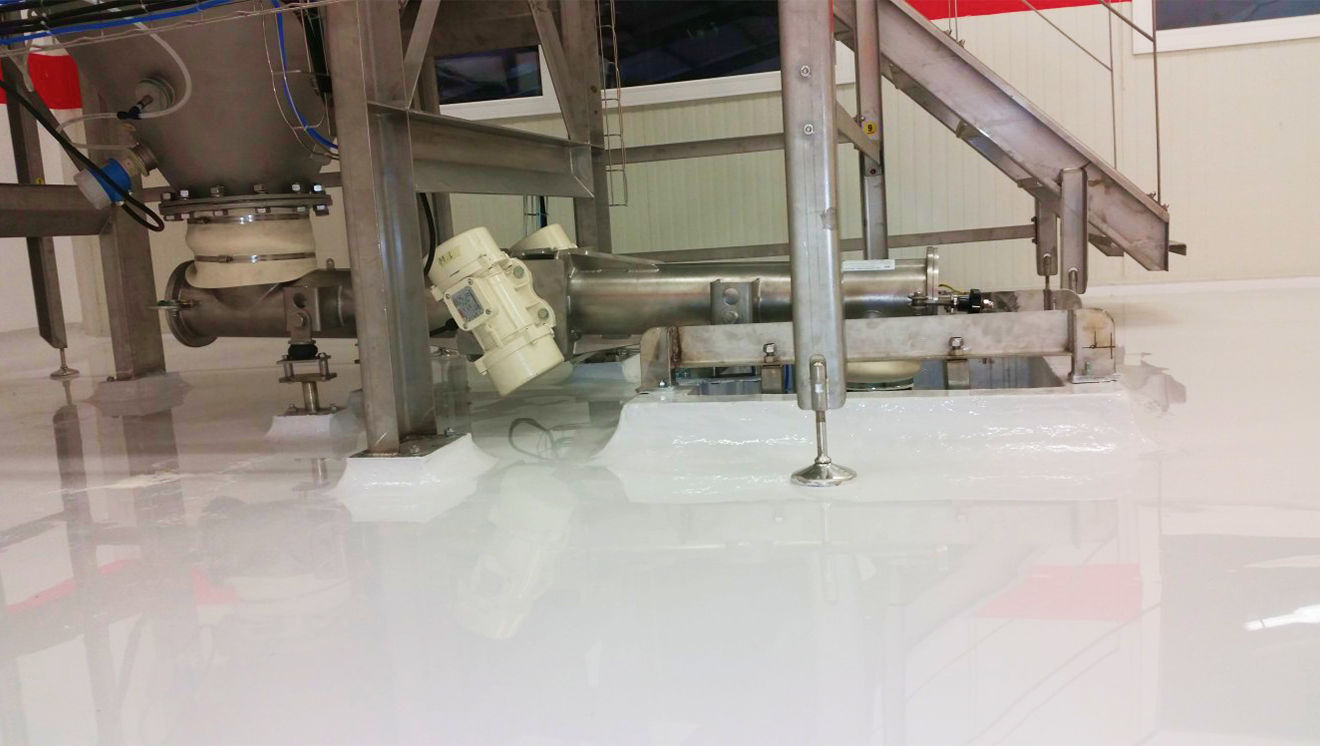
Transporteur tubulaire haute hygiène vibrant

- Conception sur mesure : Performances, dimensions et interfaces adaptées à vos besoins.
- Haute Hygiène : Idéal pour les produits sensibles.
- Version étanche disponible : Préservation du produit et confinement des poussières.
- Aucune pièce en mouvement en contact avec le produit : Réduction des risques de contamination.
- Maintenance facile et disponibilité élevée : Conception optimisée pour un entretien simplifié.
- Débit variable : Ajustable selon la motorisation choisie.
- Implantation flexible : Suspendue ou posée selon vos contraintes d'installation.
Adapté à l'extraction sous silo, au dosage ou au transfert jusqu'à 8 mètres, le transporteur tubulaire vibrant Haute Hygiène est la solution étanche idéale pour les industries les plus exigeantes en termes d'hygiène et de prévention de la pollution des produits transportés.
Le nettoyage est facilité grâce à la qualité de finition des surfaces, aux accès rapides via des trappes positionnées selon vos besoins, et à la possibilité d'installer des buses de NEP/CIP sur les équipements.
La maintenance est simplifiée par l'absence de pièces en mouvement en contact avec le produit et par l'utilisation de motorisations fiables (moteurs à balourds ou bases magnétiques), garantissant une disponibilité maximale.
Nos équipes collaborent étroitement avec vous pour que nos appareils, conçus sur mesure, s'intègrent parfaitement à votre installation, en tenant compte de vos attentes et de vos contraintes d'implantation et de performance. Chaque équipement est spécifiquement adapté à vos besoins en termes de caractéristiques, d'encombrement et d'interfaces.
Exemples de produits traités
- Industrie agroalimentaire : Lait en poudre, granulés alimentaires, petfood, sel, herbes aromatiques, etc.